Carmagnola unità 2
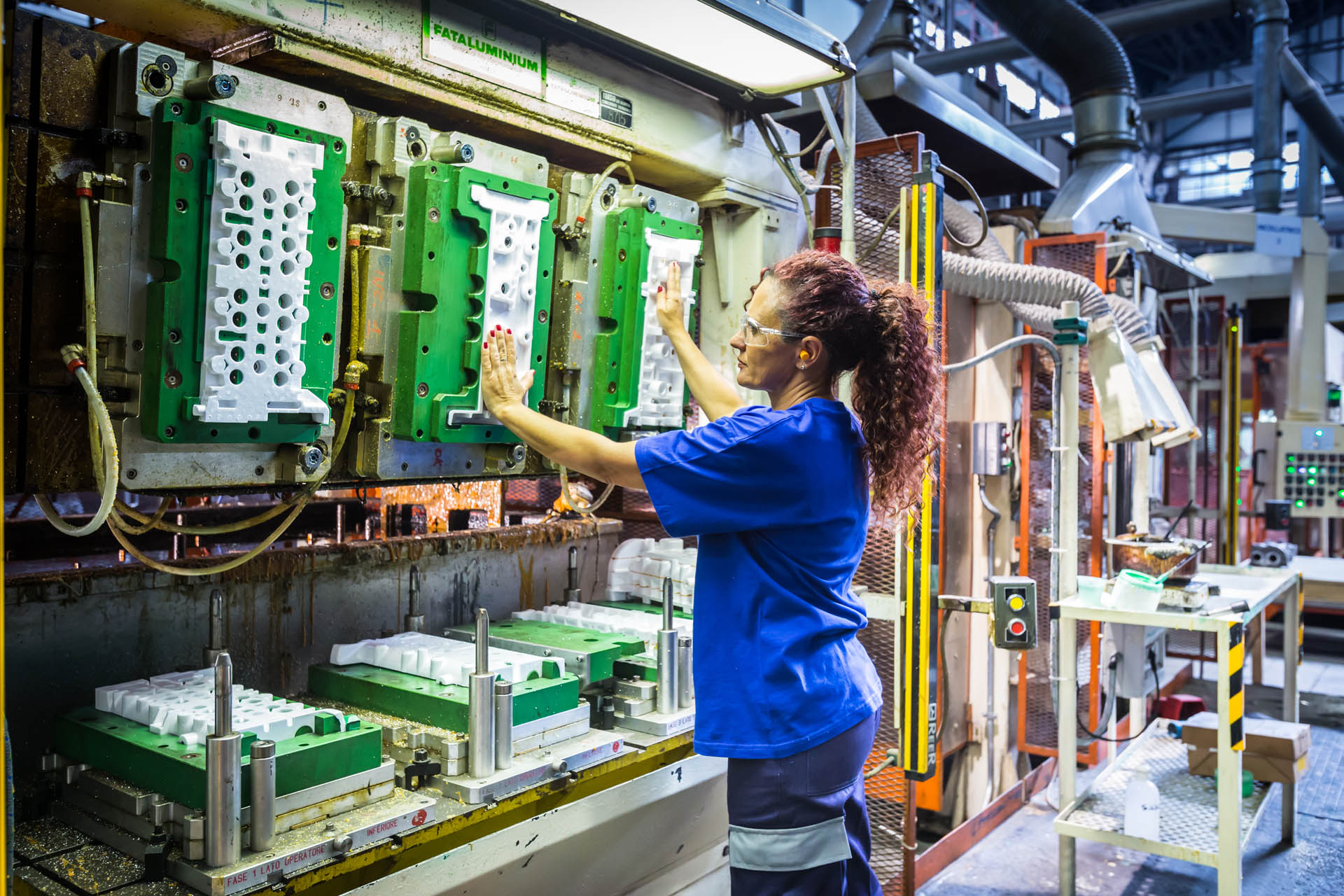
Progettazione e produzione di getti in alluminio per il settore automobilistico con tecnologie Lost Foam, colata in conchiglia a bassa e alta pressione.
Lo stabilimento sviluppa, industrializza e produce:
- teste cilindri superiori con tecnologia Lost Foam
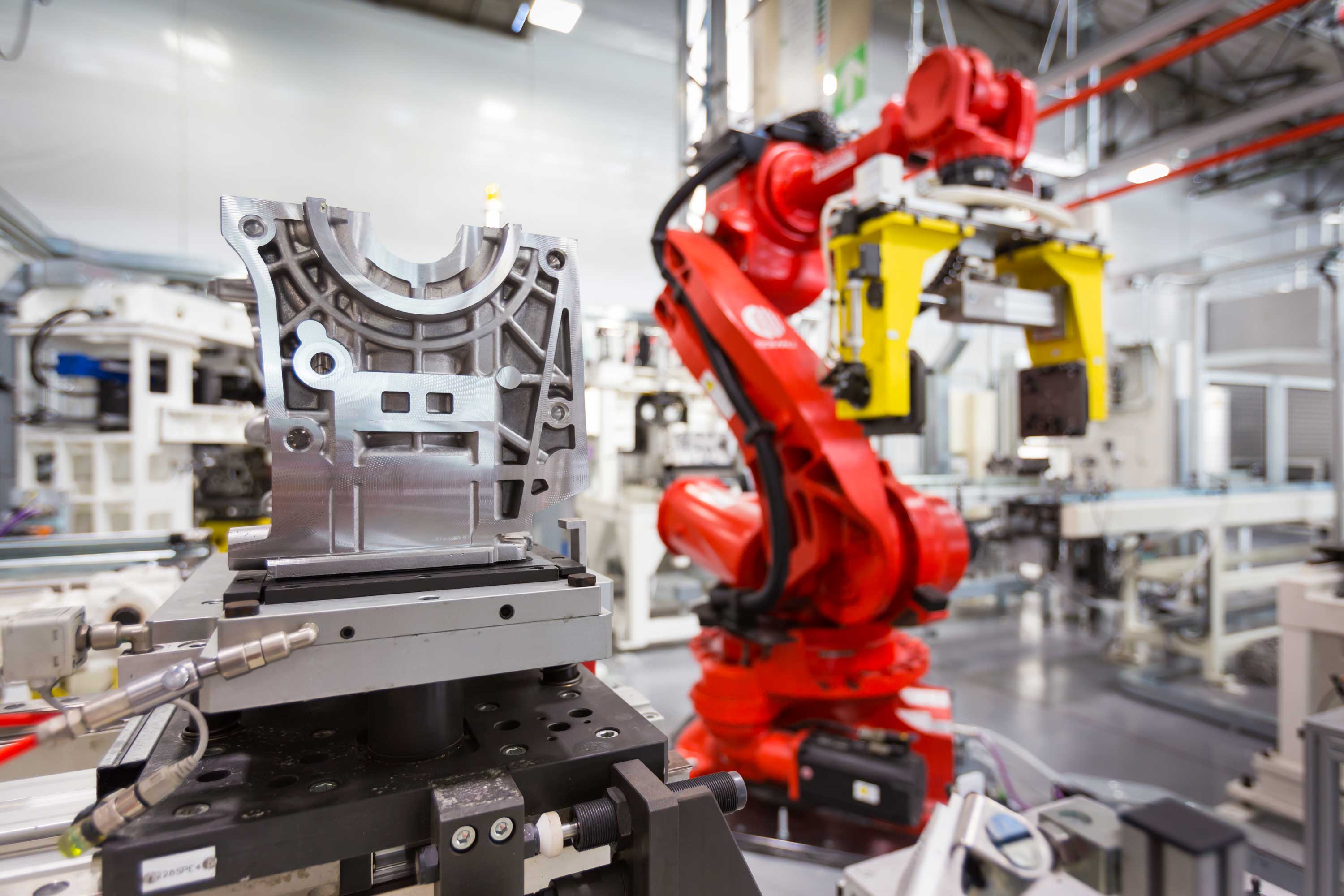
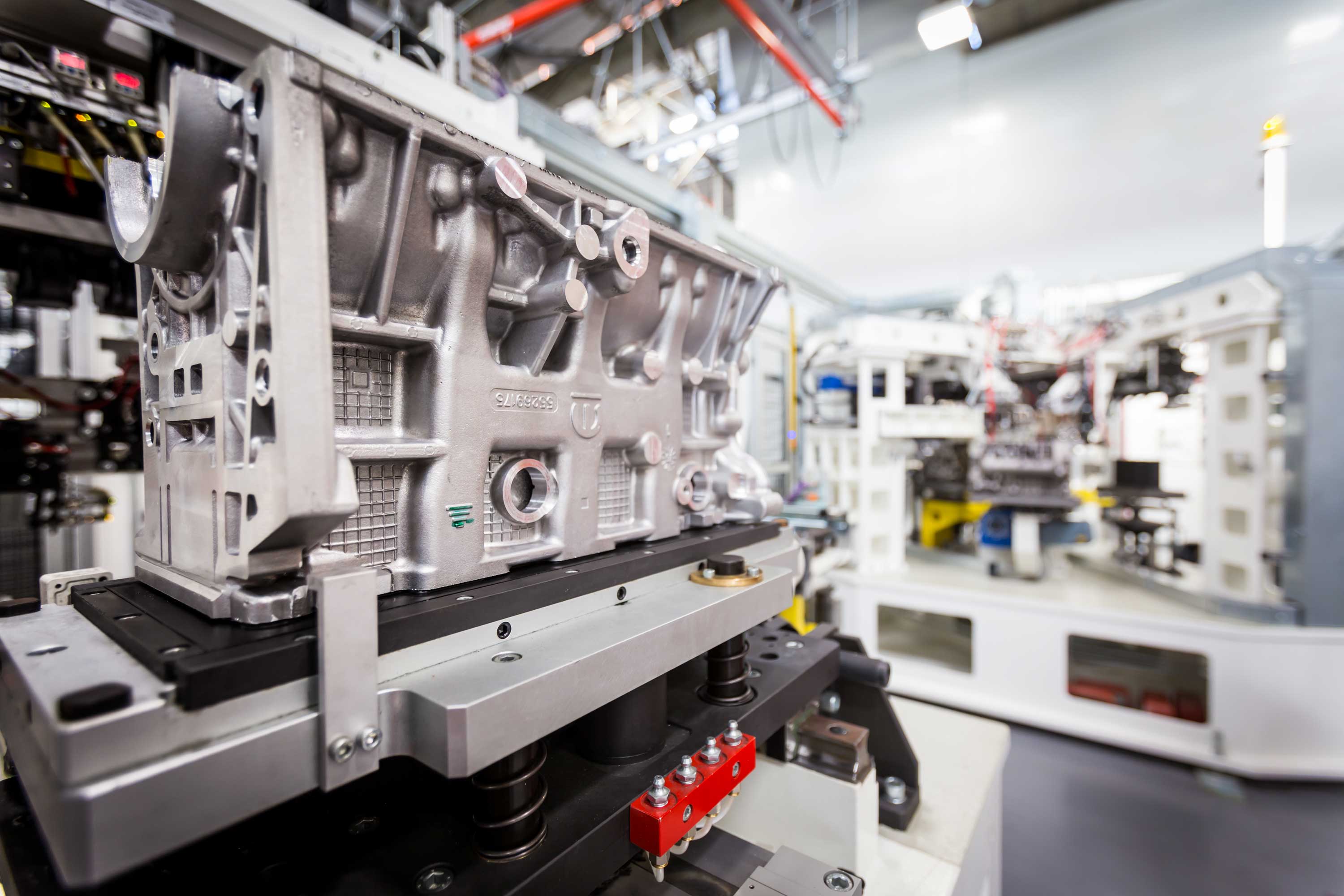
- basamenti motore con colata in conchiglia a bassa e alta pressione
Le attività di sviluppo prodotto e attrezzamento di processo sono svolte internamente.
I basamenti motore possono essere realizzati in configurazione "supercube", in funzione delle richieste dei clienti.
Lo stabilimento è situato a Carmagnola, 20 km a sud di Torino.
In origine, il processo Lost Foam era utilizzato per la produzione di collettori di aspirazione, teste cilindri superiori e inferiori, supporti per alberi a camme e blocchi motore. Oggi, i basamenti motore sono prodotti anche con tecnologia HPDC e LPDC.
Le anime sono realizzate attraverso un'innovativa tecnologia con legante inorganico. È inoltre presente una linea "supercubing" con 8 postazioni CNC.
La qualità di prodotto e la soddisfazione dei clienti sono i principali obiettivi dello stabilimento. Ingenti spese di capitale sono state sostenute a favore del miglioramento continuo dell'affidabilità dei processi produttivi.
La capacità produttiva è pari a 7.000 t/anno.
Lo stabilimento è certificato ISO-TS 16949 per il sistema di qualità, ISO 14001, ISO 50001 e OHSAS18001 per il sistema di gestione Ambiente, Salute e Sicurezza.
Principali clienti: STELLANTIS e VM.
Mediagallery






Impianti produttivi
| Fusione | 1 forno di fusione (1,0 t/h) 1 forno di fusione (1,5 t/h) 1 forno di fusione (2,0 t/h) |
| Formatura | 6 macchine di formatura in schiuma 8 macchine di incollatura per elementi modelli 2 macchine di assemblaggio modelli |
| Formatura di anime | 2 formatrici per anime con legante inorganico |
| Colata | 1 linea di colata Lost Foam 2 macchine di colata a bassa pressione 1 cella ad alta pressione |
| Finitura | 1 forno continuo ad alta pressione 1 linea Supercubing con 8 CNC 1 linea Cubing CNC 1 linea Cubing 1 cella di pre-lavorazione |
Strumenti di Controllo-Test
1 macchina di controllo a raggi X
3 CMM per verifiche dimensionali
Strumenti di sviluppo
CATIA V5, NX 9, Tebis 4.0
Magma 5.2 (LPDC, Gravità, HPDC, C+M, Sollecitazioni residue)
Flow 3D v. 11
A variety of products
From Concept To Car
Teksid Aluminum è membro accreditato del Progetto "From Concept to Car" dal 2007.
www.fromconcepttocar.com
Il processo Lost Foam
Questa tecnica costituisce un'interessante alternativa per la produzione di particolari a geometria complessa destinati al settore automobilistico.
In particolare, i progettisti di motori sono sempre più interessati allo sfruttamento delle sue potenzialità "near-net-shape" per la fabbricazione di teste cilindri, supporti per alberi a camme e blocchi motore in leghe di alluminio.
Il processo di colata in conchiglia a bassa pressione
In questo processo, il metallo viene trasferito da un forno a tenuta d'aria ad un utensile meccanico attraverso un tubo ascendente.
Anziché colare il metallo fuso nel getto e affidarsi alla gravità per distribuire il materiale liquido nella conchiglia, questo metodo si avvale della pressione dell'aria per forzare il metallo attraverso il sistema d'attacco di colata e la cavità del getto. Questo processo può essere impiegato per realizzare particolari di alta qualità.
La colata in conchiglia a bassa pressione è un metodo competitivo per produzioni relativamente piccole e/o quando è necessario un trattamento termico per migliorare le proprietà meccaniche. Le tolleranza e la finitura superficiale sono identiche a quelle ottenute con la colata a gravità.
Il processo di colata in conchiglia ad alta pressione
Con l'ausilio di uno stantuffo, la lega di alluminio fusa viene canalizzata, attraverso una camera d'iniezione, all'interno di uno stampo metallico termoregolato e raffreddato tramite circuiti dell'acqua e movimentato mediante una pressa idraulica.
L'alimentazione della cavità della conchiglia avviene applicando una velocità elevata allo stantuffo.
La solidificazione del particolare avviene tramite la pressione applicata dallo stesso stantuffo per compensare il ritiro.
A causa delle velocità e delle pressioni elevate, non è possibile utilizzare anime in sabbia; ogni cavità interna dei getti deve essere studiata e realizzata tramite perni metallici nella conchiglia.
Tecnica adatta a volumi di produzione elevati di getti di qualità.
Estrema precisione dimensionale.
Solidificazione rapida dei particolari per ottenere microstrutture metalliche sottili e omogenee.
Teksid Aluminum S.r.l.
P. Airaldi, Chairman
M. Garro, Plant Manager
maurizio.garro@teksid.com
Sede e R&D
Via Umberto II, 5
10022 Carmagnola (Torino) Italia
Tel. +39.011.9794111
Fax +39.011.9794934
Carmagnola 2
